

.
The Complete Guide to
Injection Molding
.
Plastic components can be found in abundance, and injection molding stands as the predominant method for their production. The reasons behind this are evident: apart from its ability to accommodate various materials, injection molding proves to be an exceptionally economical approach for manufacturing in large volumes. Remarkably, a single mold can be utilized over a million times without any discernible decline in quality. When it comes to the mass production of plastic parts, there are scarce alternatives that can rival its efficiency.
What is the process of injection molding? How does it operate and what factors contribute to its popularity? Which materials are suitable for injection molding, and what types of plastic components can be manufactured using these materials? Lastly, it is crucial to determine whether injection molding should be considered as a viable production method for your business.
This XinYang guide aims to provide a thorough examination of injection molding, detailing the technical procedures, its prevalent applications, and other facets of the leading plastic manufacturing technology globally.
Injection molding: A very short overview
To gain a better understanding of the injection molding process, it is helpful to break down the two key terms involved: molding and injection.
However, let’s begin by focusing on the latter term: molding.
Essentially, the injection molding process revolves around the utilization of multiple metal tooling pieces that work together as a mold. This mold, which is not a final product but rather a part of the manufacturing equipment, contains a shaped cavity that is eventually filled with melted plastic.
And this is where the injection process plays a role. After the creation of a mold, a machine for injection molding compresses or ‘injects’ melted plastic into it, allowing the plastic to cool and harden. Once the plastic has completely solidified, the mold is opened, and the solid plastic piece, which takes the shape of the mold’s cavity, can be removed. This solidified plastic piece represents the final molded part.
Due to the application of pressure to force the molten plastic into the mold, along with the ability to artificially cool it for rapid solidification, the injection molding procedure is characterized by its high speed. Subsequently, once a component is produced, additional molten plastic can promptly be injected into the mold for continuous production. This cycle is repeated until the desired quantity of parts is achieved.

What is Mold?
The injection molding mold is a customized tooling made up of multiple pieces of metal, typically steel or aluminum. Its primary function is to produce a void space where molten plastic can be injected, resulting in the formation of a component. Consequently, the mold needs to be a mirrored replica of the part, with the void space accurately reflecting the shape of the desired component.
Molds, despite appearing simple in their function, are remarkably intricate equipment. This is due to the fact that they are required to fulfill two crucial roles: firstly, shaping the plastic component, and secondly, facilitating the safe ejection of said component without any harm.
It is convenient to produce and remove the part by creating a mold in two distinct sections. Typically, an injection molding mold comprises of two primary sections: a core plate with a protrusion and a cavity plate with a cavity. These sections are arranged in a way that a gap, known as the mold cavity, is formed between them. Interestingly, the cavity plate is sometimes called the ‘cavity’, which can be confusing. In the case of intricate parts, such as those with overhangs, the mold may be divided into more than two sections.
Every segment of the mold serves a specific purpose. The liquefied plastic is introduced into the mold cavity through a sprue and channels in the cavity plate. Subsequently, as the plastic hardens, the core plate is separated from the cavity plate, carrying the plastic component along. The component can then be delicately detached from the core plate by employing diminutive rods called ejector pins. Occasionally, these pins may leave slight circular imprints on the core side of the component.
Steel molds boast a lengthier lifespan compared to aluminum molds, resulting in higher production costs. Irrespective of the material used, molds are commonly manufactured using CNC machines; however, advancements in additive manufacturing have introduced a novel method for producing short-lived prototyping molds.
Tooling materials available from XinYang include:
- Aluminum
- P20
- 718H
- NAK-80
- H13
- S136
Do I need a steel or aluminum mold?
Steel molds are often favored for their durability in injection molding processes, but there are certain situations where aluminum molds may be the preferred option due to their specific advantages.
Choosing between steel and aluminum depends on factors such as:
- Part material
- Design complexity
- Part quantity
Steel molds are typically preferred for handling abrasive plastics and high production volumes due to their durability and extended lifespan compared to aluminum molds.
Aluminum molds, on the other hand, offer a more cost-effective solution and can occasionally be manufactured at a quicker pace compared to steel molds. This is due to the fact that aluminum is a highly machinable metal.
How does injection molding work?
After defining what a mold is, it is now necessary to examine the operational procedures involved in the injection molding process.
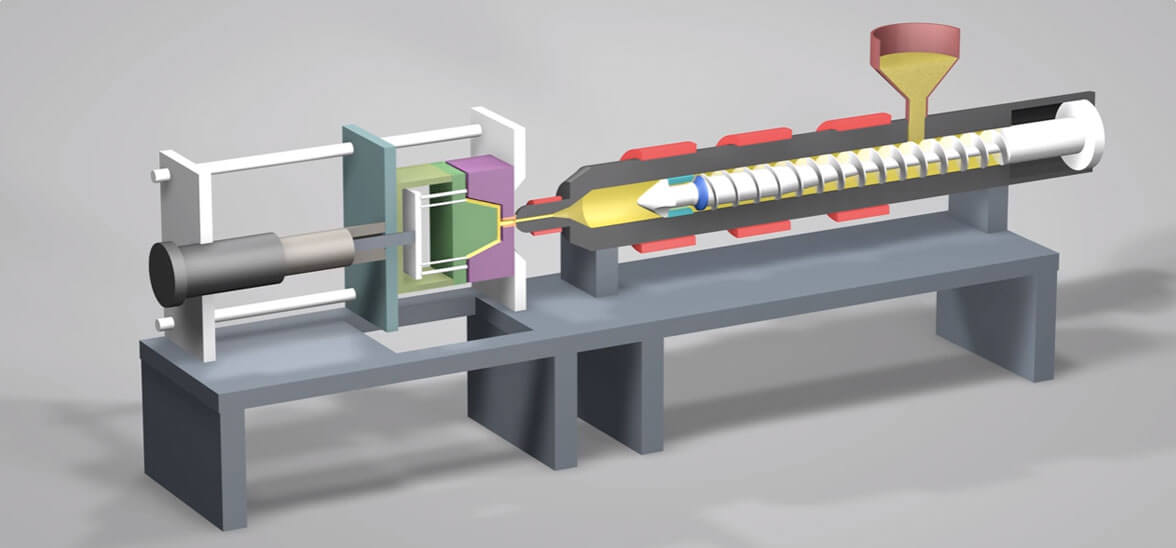
The injection molding process is executed through the utilization of an injection molding machine (or injection molding press), which is comprised of two primary sections:
- The injection unit is responsible for melting raw plastic pellets prior to injecting them into the mold.
- The clamping unit is responsible for securing and manipulating the sections of the metal mold.
For clarity, we can break the injection molding process down into six main stages.
1. Mold Creation
While this may be considered an initial stage, the initial step in injection molding entails the preparation of the metal tooling that will serve as the mold. Typically, molds are designed using Computer Aided Design (CAD) software on a computer and subsequently constructed from metal using CNC machines.
When creating a component for injection molding and subsequently creating its metal mold, it is essential to adhere to specific design principles to avoid defects. Another initial stage includes preparing the raw injection molding material, typically a thermoplastic in pellet form. Prior to the molding process, it may be necessary to blend these pellets with colored dyes.
2. Clamping
Once the mold is ready, it needs to be securely placed in the clamping unit of the injection molding machine. This unit presses the core plate and cavity plate together, preventing any molten plastic from leaking out.
3. Injection
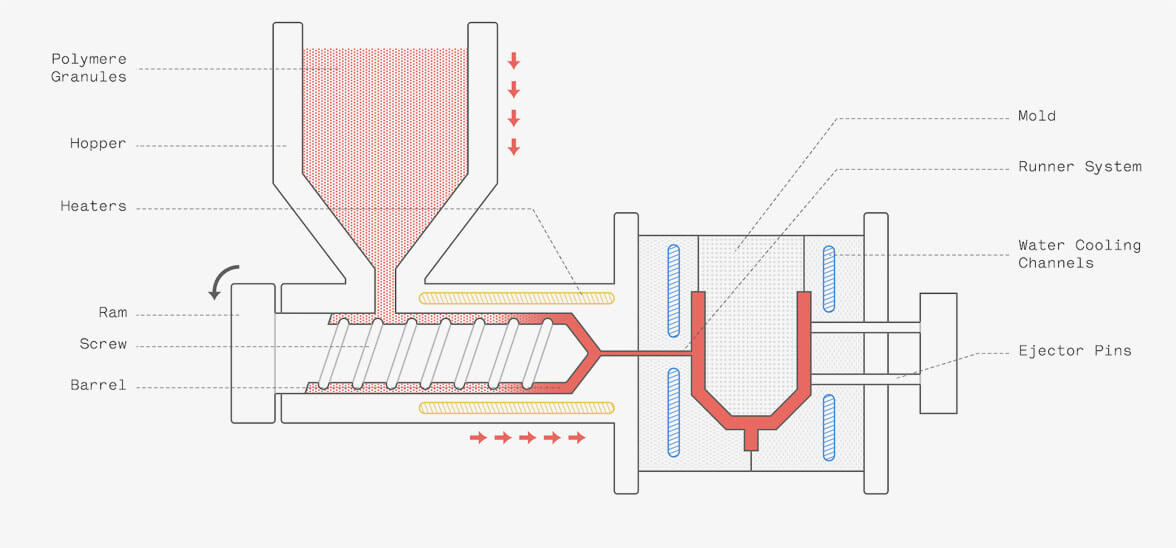
Raw plastic pellets are stored in a hopper located on the injection unit of the injection molding machine. The hopper, a tapered container, is designed to release pellets into the machine as needed.
Once the mold is prepared, the pellets are released from the hopper into a rectangular section below known as a barrel. Inside the barrel, they are melted into a liquid state. A ram or reciprocating screw in the barrel pushes the material towards the mold, heating it up at the same time. The liquid plastic flows out of the heated barrel through a nozzle and into the mold cavity via a sprue, a lengthy channel integrated into the mold for material entry.
4. Solidification
Once the full amount of molten plastic has been injected into the mold cavity, it starts to cool and solidify. This is due to the fact that the metal mold is cooler than the heated barrel where the plastic pellets are melted. As the plastic component solidifies, it undergoes some shrinkage, which needs to be considered in the part design process.
5. Ejection
Once the plastic part has completely cooled and hardened, the mold can be unlocked. At this point, the core plate is separated from the cavity plate, and then ejector pins are inserted into the plastic component to release it from the core.
Once the plastic component is extracted from the mold, the two halves of the mold can be securely fastened together once more, in preparation for the subsequent injection.
6. Post-processing and assembly
Once the part is extracted from the mold, it might require painting or undergo surface finishing techniques. Additionally, the part can be assembled with other components, whether molded or non-molded, to create a finished product.

Advantages of injection molding
Injection molding offers numerous benefits compared to alternative plastic manufacturing methods such as 3D printing or vacuum casting. Some of the key advantages of injection molding are:
Economy of scale
The greater the number of injected molded parts produced, the lower the cost per unit. This is due to the fact that the primary cost lies in creating the metal mold. Once the mold is obtained, the process of filling it with plastic is comparatively cost-effective.
Speed
Injection molding is an excellent choice for producing parts in large quantities due to its remarkable speed. Within a matter of seconds, a plastic shot can be injected and cooled, enabling swift completion of extensive orders.
Material versatility
Thermoplastics are considered the most ideal materials for injection molding, although thermosets, elastomers, and composites are also viable options. These categories offer a diverse selection of plastics that can be utilized for various applications.
Color options
The unprocessed plastic pellets utilized in injection molding can be combined with pigments to achieve simple and uniform coloring of a molded component.
Part complexity
Despite the existence of design constraints in injection molding, it remains feasible to fabricate intricate parts with complex features. By ensuring that the material is injected with sufficient force, it can effectively penetrate even the tiniest crevices within the mold cavity.

What is injection molding used for?
Injection molding is a highly prevalent manufacturing process worldwide, extensively employed for the production of plastic components. Consequently, it finds application in an extensive range of diverse parts and products.
The utilization of injection molding is predominantly influenced by the key benefits and drawbacks of the method, along with its technical and dimensional constraints.
For example, the process of injection molding enables the production of large quantities of parts at a relatively low expense. However, it is primarily suitable for thermoplastics, which are generally less durable compared to metals. Consequently, injection molding finds its application in the manufacturing of everyday items such as food packaging, containers, and various consumer goods that do not require high strength.
While it is not feasible to enumerate every conceivable application of injection molding, the following are a few prevalent uses of this manufacturing process:
Bottles and packaging
Every year, injection molding produces billions of plastic bottles, establishing them as the most extensively manufactured product through this process. The majority of water and soft drink bottles are crafted using polyethylene terephthalate (PET).
Household items
Injection molding is the manufacturing process used to create a variety of everyday plastic items. These items include containers, garbage bins, kitchenware, electric air fresheners, and even toilet seats.
Automotive components
Not all injection molded components are inexpensive or disposable. Automotive components such as bumpers, dashboards, and cup holders are frequently manufactured using injection molding, enabling them to be produced in large quantities to meet the demands of automotive suppliers.
Healthcare products
Vital medical items such as syringes, trays, and tubes are capable of being produced through injection molding, as a variety of medically safe plastics can be utilized during the manufacturing phase.
Construction items
Most buildings aren’t made of plastic, but injection molding can be used to fabricate many construction parts, including vents, gaskets, conduits, insulators and flooring panels.
Electronic components
Numerous thermoplastics possess exceptional electrical insulating properties, rendering them highly suitable for the production of molded casings utilized in electronic devices.
Toys
The majority of plastic toys are manufactured through the process of injection molding. Some of these toys are so basic that they do not need to be painted or dyed, as the raw plastic pellets come in a range of vibrant colors.

What shouldn’t injection molding be used for?
Injection molding is a versatile manufacturing method; however, it may not be the most appropriate choice for every part or product. In certain cases, these components might be more effectively produced using a different manufacturing process.
One-off prototypes and custom parts
Mass production using injection molding is cost-effective due to lower unit costs in large quantities, whereas small quantities can be prohibitively expensive due to high metal tooling expenses compared to plastic pellets. While short-run production is possible, individual items might be better suited for 3D printing.
Parts with complex interiors
It is not feasible to fill injection molded parts with intricate internal geometries due to the challenge of designing an ejectable mold with complex interior sections.

Common injection molding materials
Injection molding materials are typically categorized into four main groups: thermoplastics (the most widely used), thermosets, elastomers, and composites.
XinYang offers a wide range of injection molding materials, including:
- Acetal Polyoxymethylene (POM)
- Acrylonitrile Butadiene Styrene (ABS)
- Nylon 66 (PA66)
- Glass-Filled, Polyamide (PA-GF)
- High-Density Polyethylene (HDPE)
- Low-Density Polyethylene (LDPE)
- Polybutylene Terephthalate (PBT)
- Polycarbonate (PC)
- Glass-Filled Polycarbonate (PC-GF)
- ABS Polycarbonate (PC-ABS)
- Polyethylene Terephthalate (PET)
- Polymethyl Methacrylate (Acrylic) (PMMA)
- Polyphenylene Sulfide (PPS)
- Polypropylene (PP)
- Polystyrene (PS)
- Polystyrene + Polyphenyl Ethers (PS-PPE)
- Thermoplastic Elastomer (TPE)
- Thermoplastic Vulcanizates (TPV)
Injection molding size limitations and tolerances
The maximum mold size and subsequent maximum part size are determined by the size of the injection molding machine. Typically, standard machines are capable of accommodating molds up to 500 x 750 mm, with depths not exceeding 100 mm from the parting line, which serves as the boundary between the injection mold and ejector mold.
Injection molded part tolerances are influenced by machinery, part intricacy, and material type. If customers require tighter tolerances, they may opt for precision molding, albeit at an additional expense.
Standard tolerances for most materials typically range around 0.2 mm, but it is feasible to achieve tighter tolerances of 0.05 mm with certain materials and components.
Design rules for injection molding
Designing components for injection molding is not a complex task; however, it is crucial to adhere to specific guidelines and principles to guarantee proper mold filling, successful part removal, and defect-free production.
Potential issues that may arise during injection molding encompass warping, sinking, and breakage. Nevertheless, these challenges can be effectively prevented by taking the manufacturing process into account at the initial design phase of the part.
The injection molding design guidelines serve as an excellent starting point for the production of injection molded parts.
INCLUDE
Consistent wall thicknesses
Reducing cycle times can be achieved by implementing thin walls (2 mm or less) on molded parts. However, it is equally crucial to maintain consistent wall thickness. Inconsistent walls can result in uneven cooling, ultimately causing warping and twisting of the part.
Draft angles
A draft is implemented when a component is intentionally tapered rather than being straight. Incorporating a draft of around 1-2 degrees diminishes strain and facilitates the smooth ejection of the final part from the mold.
Ribs and gussets
Ribs serve as pillar-like components connecting two walls, providing an effective means to support ‘thick’ sections without the need for thick walls. It is recommended that ribs do not exceed 60% of the wall thickness of the part. Gussets, on the other hand, are triangular support structures that enhance perpendicular sections.
AVOID
Sharp corners
The presence of sharp corners can lead to stress concentration and increase the likelihood of breakage. By adding radii to these areas, stress is minimized and the risk of part failure is reduced. Additionally, rounded corners enhance material flow in the mold.
Thick sections
Molded components that possess excessively thick sections are extremely prone to warping, sinking, and various other imperfections. If required, these thick sections should be excavated and reinforced with ribs.
Undercuts
Undercuts are raised sections that prevent a component from being easily removed from a two-plate mold. It is advisable to avoid them whenever feasible, although methods such as shutoffs, bumpoffs, and multi-part molds can be employed to address this issue.

Overmolding for complex injection molded parts
Overmolding, also known as two-shot molding, is a technique used to produce intricate injection molded components that incorporate multiple materials or colors. This method entails initially creating a molded part and subsequently introducing an additional shot of material once it has solidified, thereby forming a second layer around the pre-existing section.
Overmolding, when performed accurately, has the capability to create multi-material, multi-color components like firm plastic pens featuring supple elastomer grips.
Overmolded components frequently exhibit greater strength compared to multi-section parts that have been joined together using adhesive or other fastening methods. This is due to the fact that the outer surface of the inner molded part becomes more pliable when the second material is injected, allowing for chemical bonding between the two materials and resulting in a stronger final product. It is important to note that only specific combinations of materials can achieve sufficient bonding.
Another process that is related is insert molding, which can be utilized to produce intricate components that consist of both metal and plastic. In insert molding, a metal ‘insert’ is first made using CNC machining or a different technique, and then inserted into a mold. Subsequently, a plastic material is injected to cover the insert or to form an outer plastic section.
Insert molding has various applications, with one of its key advantages being the ability to seamlessly integrate metal threads into a plastic component.

Making injection molding cost-effective: How many units do you need to order?
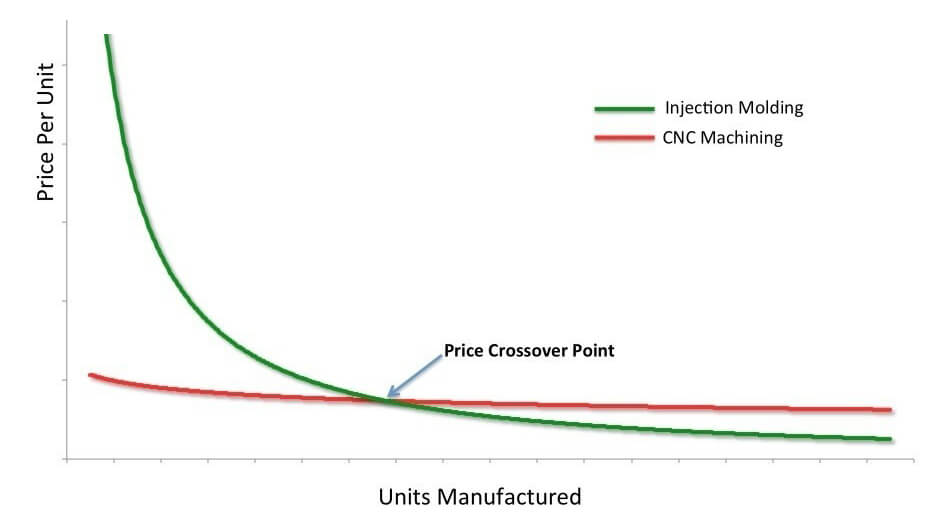
Injection molding is commonly referred to as a cost-efficient production method… for large volume orders. This is due to the fact that although the initial tooling expenses are significant, the plastic molding costs are minimal, resulting in a reduced cost per unit as the quantity increases.
For instance, consider a hypothetical situation where a stainless steel mold for a toy car is priced at $5,000, and each plastic toy car produced using the mold is priced at $0.50. In this particular scenario, the cost of ordering a single unit of the toy car would amount to $5,000.50. If one were to order two units, the cost would increase to $5,001, and for an order of 1,000 units, the total cost would be $5,500.
The mold is the main cost factor in all scenarios, resulting in minimal variation in the total cost.
Nevertheless, the effective cost-per-unit significantly differs in these three situations.
| Scenario in which mold costs $5,000 and each molded part costs $0.50 | ||
| Units | Total cost ($) | Cost-per-unit ($) |
| 1 | 5,000.50 | 5,000.50 |
| 2 | 5,001.00 | 2,500.50 |
| 1,000 | 5,500.00 | 5.50 |
It is evident that as the unit quantity increases, there is a significant decrease in cost-per-unit due to the additional units helping to offset the high cost of the mold. Opting for a larger quantity of toy cars undeniably offers a more cost-effective solution. (Conversely, purchasing a single unit would seem to be an extravagant expenditure.)
To what extent do we refer to when we mention that injection molding is suitable for producing large quantities of parts? Is it 100? 1,000? 10,000? Or even a million? As a company that needs to choose between various manufacturing processes for a medium-sized order of prototypes or end-use parts, we are interested in determining the threshold at which injection molding becomes more economically viable compared to alternatives like 3D printing.
XinYang, a proficient in injection molding and other on-demand manufacturing services, offers valuable guidance on selecting between injection molding and 3D printing, considering the necessary order size.
Injection molding vs 3D printing: First considerations
When it comes to companies seeking to finalize the prototyping or production of plastic parts, they may find themselves considering both injection molding and 3D printing as viable options. Evaluating the advantages of each can be a challenging task.
Nevertheless, prior to delving into specific calculations, it is important to highlight certain scenarios in which one manufacturing process clearly surpasses the other.
We will begin by considering a situation where a company requires only a minimal amount of prototypes (potentially just one), and the material and visual characteristics of the prototype(s) hold little significance. It is possible that the internal R&D team is merely interested in observing, in a general sense, the appearance of a yellow plastic casing on their latest electronic device.
In this situation, opting for 3D printing would clearly be the more cost-effective option, with any flaws in the prototype being inconsequential.
In contrast, envision a situation where only a few prototypes, maybe even just one, are required. However, the company aims to present its product to an investor and must ensure that the final product, manufactured through injection molding in mass production, will effectively serve its intended purpose.
In the given situation, although opting for 3D printing to create the prototype may result in lower costs, it could still be beneficial for the company to produce an injection molded prototype to showcase the feasibility of its final product.
How many parts to be cost-effective: Factors to consider
The mold
It is advisable to commence the assessment of prospective expenses associated with injection molding and 3D printing by considering the mold, which could potentially be the most costly component of the project.
Molds can be quite expensive, as they are manufactured from metal and are designed to have a long lifespan, enduring numerous plastic injections. Nevertheless, the expense of molds can be significantly minimized by utilizing rapid tooling techniques, which involve producing prototype-quality molds using CNC machines or metal 3D printers.
Using aluminum instead of steel can also help in reducing the cost of molds. Although aluminum is not as durable as tool steel, it is still capable of producing high-quality molded parts from non-corrosive materials.
Reducing the cost of the mold will result in a lower quantity of molded parts needed to achieve cost-effectiveness.
For instance, consider a scenario where a steel mold for a toy car is priced at $5,000, an aluminum mold costs $1,000, and the cost per plastic shot using either mold is $0.50. Additionally, envision that a 3D printed replica of the toy car is valued at $20.
In this instance, the projected expenses for the undertaking would be as outlined below:
| Steel mold IM | Aluminum mold IM | 3D printing | ||||
| Units | Total cost ($) | Cost-per-unit ($) | Total cost ($) | Cost-per-unit ($) | Total cost ($) | Cost-per-unit ($) |
| 1 | 5,000.50 | 5,000.50 | 1,000.50 | 1,000.50 | 20 | 20 |
| 2 | 5,001.00 | 2,500.50 | 1,001 | 500.50 | 40 | 20 |
| 50 | 5,025.00 | 100.50 | 1,025 | 20.50 | 1,000 | 20 |
| 60 | 5,030.00 | 83.83 | 1,030 | 17.17 | 1,200 | 20 |
| 300 | 5,150.00 | 17.17 | 1,150 | 3.83 | 6,000 | 20 |
In this particular situation, opting for 3D printing proves to be more cost-effective for a 50-unit order, whereas injection molding with an aluminum mold is the more economical choice for a 60-unit order. Interestingly, as the quantity increases, the cost-effectiveness of using a steel mold surpasses that of 3D printing, specifically when the order exceeds 250 units.
Plastics
The calculation will be influenced by another factor, which is the type of plastic utilized in manufacturing the component. There are numerous factors to take into account in this regard.
It is important to take into account that not all 3D printable plastics can be molded, and the same applies vice versa. Additionally, it should be noted that 3D printing filament is generally more costly compared to the plastic pellets utilized in injection molding, as it requires precise shaping by the manufacturer of the material.
It is crucial to note that the pricing of plastics can vary significantly between pellet and filament forms. For instance, materials such as Nylon and Polycarbonate are considered high-end products in the 3D printing filament market. Therefore, a relatively small quantity of Nylon parts would be sufficient to make injection molding a more cost-effective option compared to 3D printing. On the other hand, a larger quantity of a commonly used 3D printing material like ABS would be needed to achieve the same cost-effectiveness.
The choice of plastic utilized for the components may consequently dictate the most cost-effective manufacturing procedure for a specific order quantity.
Part shape and size
The potential cost for injection molding and 3D printing can also be influenced by the design of the part. For instance, a part that includes overhangs may be considerably more affordable to 3D print, as compared to injection molded parts with overhangs that necessitate more intricate tooling.
Put simply, if your part design is not compatible with injection molding, you may have to purchase additional parts in order to ensure that injection molding is a cost-effective option.
Manufacturing process
Fused Deposition Modeling (FDM) continues to be the predominant 3D printing method, although there are other choices such as Stereolithography and Selective Laser Sintering. These alternative methods come at a higher cost than FDM, impacting their cost-effectiveness when compared to injection molding.
For instance, 200 FDM components could be more cost-effective compared to 200 equivalent injection molded components, whereas 200 SLS components might incur higher expenses than 200 injection molded components.

Conclusion
Evaluating the most cost-effective option for a specific order can be challenging due to the fluctuating cost-per-unit of plastic parts in injection molding and the fixed cost in 3D printing.
Various elements, such as mold development, material composition, and component design, can impact the overall price of the order – with varying levels of influence based on the specific manufacturing technique utilized.
Considering this, the optimal resolution to the predicament could involve requesting a quote for both procedures.
XinYang is skilled in both injection molding and 3D printing, enabling the evaluation of projects individually to determine the most cost-effective option.
Please contact us so we can start working on your projectpromptly
